

 1.地下儲(chǔ)氣庫(kù)簡(jiǎn)介
某地下儲(chǔ)氣庫(kù)為枯竭型氣藏儲(chǔ)氣庫(kù),設(shè)計(jì)庫(kù)容5.88×108m3,墊底氣2.93×108m3,工作氣量2.95×108m3,設(shè)計(jì)上限壓力27.0MPa,下限壓力13.0MPa。氣庫(kù)設(shè)計(jì)有三臺(tái)往復(fù)式壓縮機(jī),日注氣量可達(dá)200×104m3/d。其中某臺(tái)機(jī)組運(yùn)行7075h時(shí)氣缸余隙調(diào)節(jié)裝置余隙活塞脫落,氣缸出現(xiàn)撞缸導(dǎo)致活塞、氣缸缸套嚴(yán)重?fù)p壞故障。
2.故障壓縮機(jī)組簡(jiǎn)介
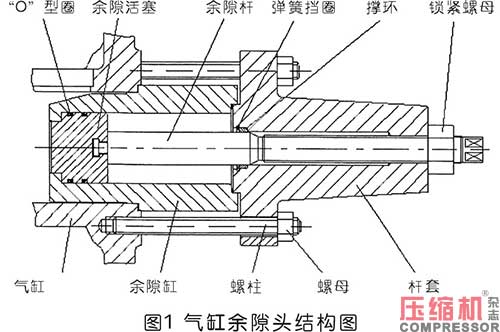
壓縮機(jī)組采用電驅(qū)往復(fù)式壓縮機(jī),設(shè)計(jì)進(jìn)氣壓力6.0MPa,額定排氣壓力23.5MPa,排氣量62萬(wàn)方/天。電機(jī)型號(hào)為YB710-6-1500kW,額定電壓6000V,額定電流177A,額定功率1500kW,額定轉(zhuǎn)速994rpm。壓縮機(jī)采用兩級(jí)壓縮,四列對(duì)稱平衡型結(jié)構(gòu),每級(jí)兩個(gè)氣缸,一級(jí)氣缸直徑5.75英寸,二級(jí)氣缸直徑4.5英寸,行程5.5英寸。機(jī)組共有四個(gè)氣缸,編號(hào)按曲拐順序編號(hào),依次為1#、2#、3#、4#氣缸,其中1#和3#氣缸是二級(jí)氣缸,2#和4#氣缸是一級(jí)氣缸。一級(jí)氣缸(2#和4#氣缸)設(shè)置有氣缸余隙調(diào)節(jié)裝置,俗稱氣缸余隙頭,用來(lái)調(diào)節(jié)余隙容積以調(diào)節(jié)機(jī)組排氣量,其結(jié)構(gòu)如圖1所示。
1.地下儲(chǔ)氣庫(kù)簡(jiǎn)介
某地下儲(chǔ)氣庫(kù)為枯竭型氣藏儲(chǔ)氣庫(kù),設(shè)計(jì)庫(kù)容5.88×108m3,墊底氣2.93×108m3,工作氣量2.95×108m3,設(shè)計(jì)上限壓力27.0MPa,下限壓力13.0MPa。氣庫(kù)設(shè)計(jì)有三臺(tái)往復(fù)式壓縮機(jī),日注氣量可達(dá)200×104m3/d。其中某臺(tái)機(jī)組運(yùn)行7075h時(shí)氣缸余隙調(diào)節(jié)裝置余隙活塞脫落,氣缸出現(xiàn)撞缸導(dǎo)致活塞、氣缸缸套嚴(yán)重?fù)p壞故障。
2.故障壓縮機(jī)組簡(jiǎn)介
壓縮機(jī)組采用電驅(qū)往復(fù)式壓縮機(jī),設(shè)計(jì)進(jìn)氣壓力6.0MPa,額定排氣壓力23.5MPa,排氣量62萬(wàn)方/天。電機(jī)型號(hào)為YB710-6-1500kW,額定電壓6000V,額定電流177A,額定功率1500kW,額定轉(zhuǎn)速994rpm。壓縮機(jī)采用兩級(jí)壓縮,四列對(duì)稱平衡型結(jié)構(gòu),每級(jí)兩個(gè)氣缸,一級(jí)氣缸直徑5.75英寸,二級(jí)氣缸直徑4.5英寸,行程5.5英寸。機(jī)組共有四個(gè)氣缸,編號(hào)按曲拐順序編號(hào),依次為1#、2#、3#、4#氣缸,其中1#和3#氣缸是二級(jí)氣缸,2#和4#氣缸是一級(jí)氣缸。一級(jí)氣缸(2#和4#氣缸)設(shè)置有氣缸余隙調(diào)節(jié)裝置,俗稱氣缸余隙頭,用來(lái)調(diào)節(jié)余隙容積以調(diào)節(jié)機(jī)組排氣量,其結(jié)構(gòu)如圖1所示。
 3.故障發(fā)現(xiàn)過(guò)程概況
某日凌晨3點(diǎn),運(yùn)行值班人員值班巡檢發(fā)現(xiàn)壓縮機(jī)振動(dòng)值偏大,機(jī)組有異響,振動(dòng)值未達(dá)到設(shè)定報(bào)警停機(jī)值,機(jī)組未停機(jī)。3點(diǎn)45分,機(jī)組異響擴(kuò)大,值班人員向值班干部匯報(bào)機(jī)組出現(xiàn)巨大異響。4點(diǎn)15分值班干部向公司調(diào)控中心申請(qǐng)故障停機(jī),4點(diǎn)20分調(diào)控中心同意后手動(dòng)停機(jī)。8點(diǎn)05分壓縮機(jī)維保單位開(kāi)始對(duì)機(jī)組進(jìn)行放空拆卸檢查。
二、壓縮機(jī)故障檢查及原因分析
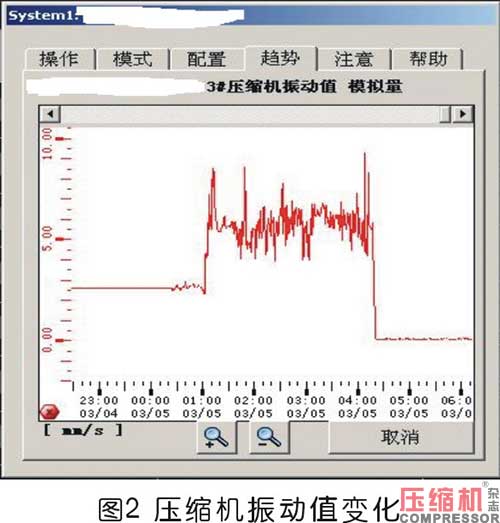
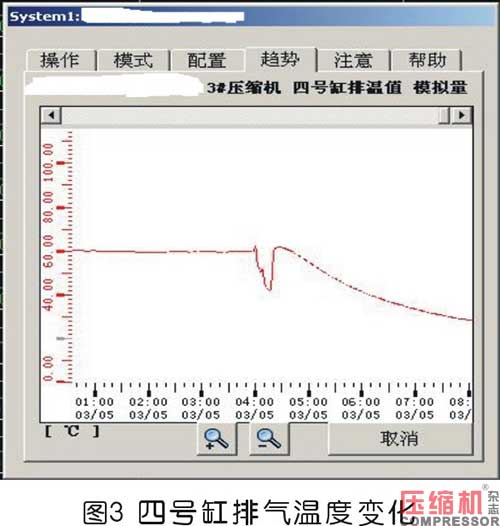
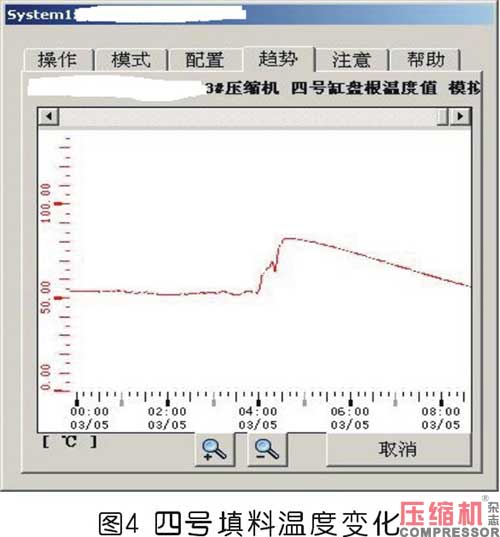
機(jī)組故障發(fā)生時(shí),主要現(xiàn)象為機(jī)組四號(hào)氣缸(一級(jí)氣缸)出現(xiàn)異響。機(jī)組振動(dòng)值偏大,但未達(dá)到停機(jī)報(bào)警值,未觸發(fā)機(jī)組振動(dòng)報(bào)警。停機(jī)前后,四號(hào)氣缸排氣溫度變化明顯變化,盤(pán)根溫度顯著上升。從SCADA系統(tǒng)查看機(jī)組測(cè)點(diǎn)信息,機(jī)組振動(dòng)值變化情況如圖2所示。壓縮機(jī)四號(hào)氣缸排氣溫度及盤(pán)根溫度變化如圖3和圖4所示。
3.故障發(fā)現(xiàn)過(guò)程概況
某日凌晨3點(diǎn),運(yùn)行值班人員值班巡檢發(fā)現(xiàn)壓縮機(jī)振動(dòng)值偏大,機(jī)組有異響,振動(dòng)值未達(dá)到設(shè)定報(bào)警停機(jī)值,機(jī)組未停機(jī)。3點(diǎn)45分,機(jī)組異響擴(kuò)大,值班人員向值班干部匯報(bào)機(jī)組出現(xiàn)巨大異響。4點(diǎn)15分值班干部向公司調(diào)控中心申請(qǐng)故障停機(jī),4點(diǎn)20分調(diào)控中心同意后手動(dòng)停機(jī)。8點(diǎn)05分壓縮機(jī)維保單位開(kāi)始對(duì)機(jī)組進(jìn)行放空拆卸檢查。
二、壓縮機(jī)故障檢查及原因分析
機(jī)組故障發(fā)生時(shí),主要現(xiàn)象為機(jī)組四號(hào)氣缸(一級(jí)氣缸)出現(xiàn)異響。機(jī)組振動(dòng)值偏大,但未達(dá)到停機(jī)報(bào)警值,未觸發(fā)機(jī)組振動(dòng)報(bào)警。停機(jī)前后,四號(hào)氣缸排氣溫度變化明顯變化,盤(pán)根溫度顯著上升。從SCADA系統(tǒng)查看機(jī)組測(cè)點(diǎn)信息,機(jī)組振動(dòng)值變化情況如圖2所示。壓縮機(jī)四號(hào)氣缸排氣溫度及盤(pán)根溫度變化如圖3和圖4所示。
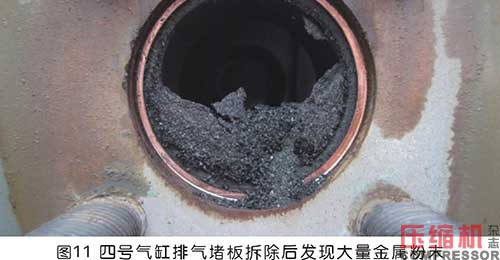
 在對(duì)存在異響的四號(hào)氣缸進(jìn)行拆卸后,發(fā)現(xiàn)氣缸余隙活塞碎裂、余隙缸斷裂。在對(duì)壓縮活塞拆卸后,發(fā)現(xiàn)該氣缸活塞端部損傷,活塞環(huán)、支撐環(huán)破損,缸套明顯磨損。在對(duì)機(jī)組其他氣缸進(jìn)行進(jìn)一步檢查后,發(fā)現(xiàn)二號(hào)氣缸,也存在缸套磨損、活塞環(huán)損壞問(wèn)題。機(jī)組具體損壞情況如圖5~11所示。
在對(duì)存在異響的四號(hào)氣缸進(jìn)行拆卸后,發(fā)現(xiàn)氣缸余隙活塞碎裂、余隙缸斷裂。在對(duì)壓縮活塞拆卸后,發(fā)現(xiàn)該氣缸活塞端部損傷,活塞環(huán)、支撐環(huán)破損,缸套明顯磨損。在對(duì)機(jī)組其他氣缸進(jìn)行進(jìn)一步檢查后,發(fā)現(xiàn)二號(hào)氣缸,也存在缸套磨損、活塞環(huán)損壞問(wèn)題。機(jī)組具體損壞情況如圖5~11所示。






根據(jù)以上檢查內(nèi)容,結(jié)合機(jī)組振動(dòng)、溫度數(shù)據(jù)進(jìn)行分析,機(jī)組故障原因如下:
1.四號(hào)氣缸余隙活塞O形圈在高溫、高壓環(huán)境下發(fā)生了老化,造成密封失效,高壓氣體進(jìn)入余隙缸后端。由于余隙活塞和余隙桿之間有間隙,使得吸排氣過(guò)程中氣體壓力的脈動(dòng)導(dǎo)致余隙活塞發(fā)生軸向串動(dòng),余隙活塞來(lái)回撞擊余隙桿。如圖1所示,余隙活塞與余隙桿連接方式為T(mén)型頭連接,此T型頭設(shè)計(jì)在余隙活塞來(lái)回撞擊的情況下容易出現(xiàn)斷裂而產(chǎn)生事故。因此造成凌晨1點(diǎn)05分左右余隙桿T型頭位置斷裂,余隙活塞脫落。
2.余隙活塞脫落后,在余隙氣缸、殘余余隙桿所形成的空隙內(nèi)不斷與余隙桿、余隙氣缸發(fā)生撞擊。撞擊過(guò)程不斷沖擊余隙氣缸缸頭位置,造成缸頭疲勞破壞,進(jìn)而發(fā)生余隙氣缸缸頭斷裂脫落。缸頭與余隙活塞一同進(jìn)入工作氣缸。
3.余隙氣缸缸頭、余隙活塞碎片進(jìn)入氣缸工作腔產(chǎn)生撞缸現(xiàn)象,并造成活塞、活塞環(huán)、支撐環(huán)以及缸套嚴(yán)重?fù)p壞。
4.由于缸套磨損過(guò)程中產(chǎn)生大量熱量,氣缸溫度升高。停機(jī)后,排氣緩沖罐氣體不再流動(dòng),填料冷卻水停止循環(huán),氣缸熱量向緩沖罐與填料擴(kuò)散,造成如圖3和圖4所示的排氣溫度、填料溫度的變化。但停機(jī)前,排氣溫度約60℃,填料溫度約53℃,遠(yuǎn)小于排氣溫度和填料溫度報(bào)警值126℃。
三、壓縮機(jī)系統(tǒng)性檢測(cè)情況
除對(duì)現(xiàn)場(chǎng)損壞部件的情況進(jìn)行檢查外,我們對(duì)機(jī)組的其它部件也進(jìn)行了檢查,以弄清楚機(jī)組受損嚴(yán)重程度。
1.檢查各列主軸瓦、連桿瓦間隙,其值在正常范圍內(nèi),滿足要求。各列十字頭瓦與滑道上、下間隙,其值在正常范圍內(nèi),滿足要求;
2.拆除發(fā)生問(wèn)題列連桿部件,檢查連桿大頭瓦及小頭襯套,滿足使用要求,檢查曲軸撓度,其值為0.006mm,小于規(guī)定值0.025mm;
3.檢查各列氣缸缸套的磨損情況,一號(hào)、三號(hào)氣缸缸套正常,四號(hào)缸缸套磨損嚴(yán)重,二號(hào)缸缸套局部磨損,需進(jìn)行返廠維修;
4.二號(hào)缸余隙活塞與余隙桿的配合間隙在正常范圍內(nèi);
通過(guò)對(duì)檢查數(shù)據(jù)的分析,機(jī)組基礎(chǔ)件機(jī)體、曲軸、連桿、十字頭部件正常,可以安全使用,四號(hào)、二號(hào)氣缸缸套需進(jìn)行更換,2個(gè)活塞部件返廠做進(jìn)一步探傷檢查。
四、機(jī)組修復(fù)情況
根據(jù)機(jī)組受損及相關(guān)檢測(cè)情況,我們制定了以下修復(fù)方案。
1.更換以下配件:包括一級(jí)余隙缸部件2套、一級(jí)氣缸缸套2個(gè)、4號(hào)缸活塞、一級(jí)氣閥閥片3套、一級(jí)活塞環(huán)及支撐環(huán)2套。具體數(shù)量及進(jìn)度安排如下:
 其中,由于余隙活塞組件在設(shè)計(jì)上的固有缺陷,壓縮機(jī)廠家已停用了T型頭連接安裝方式,此次返廠更換形式為改進(jìn)型,杜絕了后期余隙活塞脫落的風(fēng)險(xiǎn)。
2.二號(hào)和四號(hào)兩個(gè)一級(jí)氣缸返廠進(jìn)一步檢測(cè),更換缸套,更換四號(hào)缸活塞,檢查活塞桿的形位公差,無(wú)損探傷檢查是否有裂紋,根據(jù)檢測(cè)結(jié)果決定是否更換。
3.更換機(jī)組所有氣閥、填料環(huán)、活塞環(huán)、支承環(huán)、O形圈等易損件。
4.機(jī)組恢復(fù)安裝,按機(jī)組出廠的標(biāo)準(zhǔn)及規(guī)范要求進(jìn)行詳細(xì)檢查、試驗(yàn)。
5.結(jié)合實(shí)際工況調(diào)整機(jī)組振動(dòng)、溫度的報(bào)警停機(jī)值,確保機(jī)組自控系統(tǒng)能起保護(hù)作用。
通過(guò)壓縮機(jī)廠家的密切配合,及時(shí)生產(chǎn)加工氣缸缸套、活塞等部件,我們?cè)诠收虾蟮?5天內(nèi)完成了機(jī)組的修復(fù)工作,機(jī)組恢復(fù)運(yùn)行。
五、壓縮機(jī)管理原因分析
1.氣缸余隙頭設(shè)計(jì)不合理,余隙活塞與余隙桿采用T型頭連接,兩者有間隙存在,且強(qiáng)度及抗疲勞性均不足,設(shè)計(jì)存在安全隱患。壓縮機(jī)廠家既然已經(jīng)升級(jí)改進(jìn)了氣缸余隙頭的設(shè)計(jì)制造,卻沒(méi)有對(duì)前期生產(chǎn)設(shè)備的使用單位進(jìn)行告知更換,抱有一定的僥幸心理,這從根源上決定了本次故障的可能性存在。改進(jìn)后的氣缸余隙頭如圖12所示,余隙活塞與余隙桿采用螺紋連接,兩者無(wú)間隙,杜絕了余隙活塞來(lái)回撞擊余隙桿的可能性。
2.機(jī)組維護(hù)保養(yǎng)工作有缺項(xiàng),該機(jī)組在出現(xiàn)故障時(shí)距生產(chǎn)時(shí)間已有四年時(shí)間,機(jī)組已運(yùn)行了7075小時(shí),通過(guò)檢查前期各級(jí)保養(yǎng)工作報(bào)告發(fā)現(xiàn),在機(jī)組前期運(yùn)行的各級(jí)維保中均未對(duì)氣缸余隙頭進(jìn)行檢查,余隙活塞O型圈老化未曾發(fā)現(xiàn),更未曾更換。如前所述,余隙活塞O型圈老化是導(dǎo)致后面一系列故障的直接原因。結(jié)構(gòu)設(shè)計(jì)的不合理加上維保工作的缺失,直接造成了本次故障的出現(xiàn)。
3.壓縮機(jī)出廠設(shè)定的報(bào)警值、連鎖停機(jī)值偏大,設(shè)置不合理,機(jī)組報(bào)警未起作用。由于機(jī)組振動(dòng)值報(bào)警值為10mm/s,停機(jī)值為14mm/s,高于機(jī)組異常運(yùn)行期間4mm/s到8mm/s的波動(dòng)值,四號(hào)缸排氣溫度和填料溫度報(bào)警值均為126℃,停機(jī)值為132℃,遠(yuǎn)高于實(shí)際運(yùn)行的一級(jí)排氣溫度(60℃)。在機(jī)組出現(xiàn)巨大異響,現(xiàn)場(chǎng)人員組織停機(jī)期間,各檢測(cè)點(diǎn)均未達(dá)到機(jī)組報(bào)警停機(jī)值。因而機(jī)組的檢測(cè)參數(shù)異常報(bào)警停機(jī)作用未得到體現(xiàn)。導(dǎo)致機(jī)組在異常情況下繼續(xù)運(yùn)行,機(jī)組受損度嚴(yán)重?cái)U(kuò)大。
4.現(xiàn)場(chǎng)值班人員缺乏機(jī)械故障診斷技能,對(duì)壓縮機(jī)初始故障未能及時(shí)發(fā)現(xiàn),沒(méi)有在第一時(shí)間采取措施,造成了故障的擴(kuò)大。從圖2機(jī)組振動(dòng)參數(shù)變化趨勢(shì)分析,1點(diǎn)05分,機(jī)組振動(dòng)由2.7mm/s上升至4.22mm/s。但由于振動(dòng)值距離報(bào)警值尚有較大差距,未能引起值班人員的高度重視。1點(diǎn)11分至3點(diǎn)50分之間,振動(dòng)值在4mm/s到8mm/s之間波動(dòng),且異響聲較大,值班人員仍未采取停機(jī)措施。直到4點(diǎn)左右才向公司調(diào)控中心申請(qǐng)停機(jī)。壓縮機(jī)組在異常情況下運(yùn)轉(zhuǎn)三個(gè)小時(shí),導(dǎo)致了機(jī)組故障嚴(yán)重程度的擴(kuò)大。
六、運(yùn)行管理相關(guān)建議
綜合前文所述,在此提出以下建議,以防止類似故障的再次發(fā)生,促進(jìn)提高壓縮機(jī)運(yùn)行管理水平。
1.加強(qiáng)基層一線員工專業(yè)技能培訓(xùn),重點(diǎn)針對(duì)壓縮機(jī)組的巡檢要求、故障判斷等開(kāi)展專業(yè)培訓(xùn),提高現(xiàn)場(chǎng)巡檢發(fā)現(xiàn)問(wèn)題能力以及故障判斷能力,讓巡檢過(guò)程真正有所發(fā)現(xiàn)。
2.加強(qiáng)設(shè)備故障應(yīng)急管理,明確應(yīng)急處置措施,定期開(kāi)展應(yīng)急演練工作,提高一線人員在遇到設(shè)備故障后的正確決斷和快速處置能力。
3.加強(qiáng)壓縮機(jī)維護(hù)保養(yǎng)管理,完善壓縮機(jī)維護(hù)保養(yǎng)管理規(guī)定,對(duì)維護(hù)保養(yǎng)內(nèi)容根據(jù)機(jī)組實(shí)際情況進(jìn)行修訂,提高維修保養(yǎng)的及時(shí)性和有效性。
4.建立定期回訪制度,加強(qiáng)生產(chǎn)廠家與用戶對(duì)接,壓縮機(jī)生產(chǎn)方和使用方定期開(kāi)展技術(shù)交流會(huì)議,共同關(guān)注,確保機(jī)組的長(zhǎng)久安全平穩(wěn)運(yùn)行。
其中,由于余隙活塞組件在設(shè)計(jì)上的固有缺陷,壓縮機(jī)廠家已停用了T型頭連接安裝方式,此次返廠更換形式為改進(jìn)型,杜絕了后期余隙活塞脫落的風(fēng)險(xiǎn)。
2.二號(hào)和四號(hào)兩個(gè)一級(jí)氣缸返廠進(jìn)一步檢測(cè),更換缸套,更換四號(hào)缸活塞,檢查活塞桿的形位公差,無(wú)損探傷檢查是否有裂紋,根據(jù)檢測(cè)結(jié)果決定是否更換。
3.更換機(jī)組所有氣閥、填料環(huán)、活塞環(huán)、支承環(huán)、O形圈等易損件。
4.機(jī)組恢復(fù)安裝,按機(jī)組出廠的標(biāo)準(zhǔn)及規(guī)范要求進(jìn)行詳細(xì)檢查、試驗(yàn)。
5.結(jié)合實(shí)際工況調(diào)整機(jī)組振動(dòng)、溫度的報(bào)警停機(jī)值,確保機(jī)組自控系統(tǒng)能起保護(hù)作用。
通過(guò)壓縮機(jī)廠家的密切配合,及時(shí)生產(chǎn)加工氣缸缸套、活塞等部件,我們?cè)诠收虾蟮?5天內(nèi)完成了機(jī)組的修復(fù)工作,機(jī)組恢復(fù)運(yùn)行。
五、壓縮機(jī)管理原因分析
1.氣缸余隙頭設(shè)計(jì)不合理,余隙活塞與余隙桿采用T型頭連接,兩者有間隙存在,且強(qiáng)度及抗疲勞性均不足,設(shè)計(jì)存在安全隱患。壓縮機(jī)廠家既然已經(jīng)升級(jí)改進(jìn)了氣缸余隙頭的設(shè)計(jì)制造,卻沒(méi)有對(duì)前期生產(chǎn)設(shè)備的使用單位進(jìn)行告知更換,抱有一定的僥幸心理,這從根源上決定了本次故障的可能性存在。改進(jìn)后的氣缸余隙頭如圖12所示,余隙活塞與余隙桿采用螺紋連接,兩者無(wú)間隙,杜絕了余隙活塞來(lái)回撞擊余隙桿的可能性。
2.機(jī)組維護(hù)保養(yǎng)工作有缺項(xiàng),該機(jī)組在出現(xiàn)故障時(shí)距生產(chǎn)時(shí)間已有四年時(shí)間,機(jī)組已運(yùn)行了7075小時(shí),通過(guò)檢查前期各級(jí)保養(yǎng)工作報(bào)告發(fā)現(xiàn),在機(jī)組前期運(yùn)行的各級(jí)維保中均未對(duì)氣缸余隙頭進(jìn)行檢查,余隙活塞O型圈老化未曾發(fā)現(xiàn),更未曾更換。如前所述,余隙活塞O型圈老化是導(dǎo)致后面一系列故障的直接原因。結(jié)構(gòu)設(shè)計(jì)的不合理加上維保工作的缺失,直接造成了本次故障的出現(xiàn)。
3.壓縮機(jī)出廠設(shè)定的報(bào)警值、連鎖停機(jī)值偏大,設(shè)置不合理,機(jī)組報(bào)警未起作用。由于機(jī)組振動(dòng)值報(bào)警值為10mm/s,停機(jī)值為14mm/s,高于機(jī)組異常運(yùn)行期間4mm/s到8mm/s的波動(dòng)值,四號(hào)缸排氣溫度和填料溫度報(bào)警值均為126℃,停機(jī)值為132℃,遠(yuǎn)高于實(shí)際運(yùn)行的一級(jí)排氣溫度(60℃)。在機(jī)組出現(xiàn)巨大異響,現(xiàn)場(chǎng)人員組織停機(jī)期間,各檢測(cè)點(diǎn)均未達(dá)到機(jī)組報(bào)警停機(jī)值。因而機(jī)組的檢測(cè)參數(shù)異常報(bào)警停機(jī)作用未得到體現(xiàn)。導(dǎo)致機(jī)組在異常情況下繼續(xù)運(yùn)行,機(jī)組受損度嚴(yán)重?cái)U(kuò)大。
4.現(xiàn)場(chǎng)值班人員缺乏機(jī)械故障診斷技能,對(duì)壓縮機(jī)初始故障未能及時(shí)發(fā)現(xiàn),沒(méi)有在第一時(shí)間采取措施,造成了故障的擴(kuò)大。從圖2機(jī)組振動(dòng)參數(shù)變化趨勢(shì)分析,1點(diǎn)05分,機(jī)組振動(dòng)由2.7mm/s上升至4.22mm/s。但由于振動(dòng)值距離報(bào)警值尚有較大差距,未能引起值班人員的高度重視。1點(diǎn)11分至3點(diǎn)50分之間,振動(dòng)值在4mm/s到8mm/s之間波動(dòng),且異響聲較大,值班人員仍未采取停機(jī)措施。直到4點(diǎn)左右才向公司調(diào)控中心申請(qǐng)停機(jī)。壓縮機(jī)組在異常情況下運(yùn)轉(zhuǎn)三個(gè)小時(shí),導(dǎo)致了機(jī)組故障嚴(yán)重程度的擴(kuò)大。
六、運(yùn)行管理相關(guān)建議
綜合前文所述,在此提出以下建議,以防止類似故障的再次發(fā)生,促進(jìn)提高壓縮機(jī)運(yùn)行管理水平。
1.加強(qiáng)基層一線員工專業(yè)技能培訓(xùn),重點(diǎn)針對(duì)壓縮機(jī)組的巡檢要求、故障判斷等開(kāi)展專業(yè)培訓(xùn),提高現(xiàn)場(chǎng)巡檢發(fā)現(xiàn)問(wèn)題能力以及故障判斷能力,讓巡檢過(guò)程真正有所發(fā)現(xiàn)。
2.加強(qiáng)設(shè)備故障應(yīng)急管理,明確應(yīng)急處置措施,定期開(kāi)展應(yīng)急演練工作,提高一線人員在遇到設(shè)備故障后的正確決斷和快速處置能力。
3.加強(qiáng)壓縮機(jī)維護(hù)保養(yǎng)管理,完善壓縮機(jī)維護(hù)保養(yǎng)管理規(guī)定,對(duì)維護(hù)保養(yǎng)內(nèi)容根據(jù)機(jī)組實(shí)際情況進(jìn)行修訂,提高維修保養(yǎng)的及時(shí)性和有效性。
4.建立定期回訪制度,加強(qiáng)生產(chǎn)廠家與用戶對(duì)接,壓縮機(jī)生產(chǎn)方和使用方定期開(kāi)展技術(shù)交流會(huì)議,共同關(guān)注,確保機(jī)組的長(zhǎng)久安全平穩(wěn)運(yùn)行。
來(lái)源:本站原創(chuàng)
1.地下儲(chǔ)氣庫(kù)簡(jiǎn)介
某地下儲(chǔ)氣庫(kù)為枯竭型氣藏儲(chǔ)氣庫(kù),設(shè)計(jì)庫(kù)容5.88×108m3,墊底氣2.93×108m3,工作氣量2.95×108m3,設(shè)計(jì)上限壓力27.0MPa,下限壓力13.0MPa。氣庫(kù)設(shè)計(jì)有三臺(tái)往復(fù)式壓縮機(jī),日注氣量可達(dá)200×104m3/d。其中某臺(tái)機(jī)組運(yùn)行7075h時(shí)氣缸余隙調(diào)節(jié)裝置余隙活塞脫落,氣缸出現(xiàn)撞缸導(dǎo)致活塞、氣缸缸套嚴(yán)重?fù)p壞故障。
2.故障壓縮機(jī)組簡(jiǎn)介
壓縮機(jī)組采用電驅(qū)往復(fù)式壓縮機(jī),設(shè)計(jì)進(jìn)氣壓力6.0MPa,額定排氣壓力23.5MPa,排氣量62萬(wàn)方/天。電機(jī)型號(hào)為YB710-6-1500kW,額定電壓6000V,額定電流177A,額定功率1500kW,額定轉(zhuǎn)速994rpm。壓縮機(jī)采用兩級(jí)壓縮,四列對(duì)稱平衡型結(jié)構(gòu),每級(jí)兩個(gè)氣缸,一級(jí)氣缸直徑5.75英寸,二級(jí)氣缸直徑4.5英寸,行程5.5英寸。機(jī)組共有四個(gè)氣缸,編號(hào)按曲拐順序編號(hào),依次為1#、2#、3#、4#氣缸,其中1#和3#氣缸是二級(jí)氣缸,2#和4#氣缸是一級(jí)氣缸。一級(jí)氣缸(2#和4#氣缸)設(shè)置有氣缸余隙調(diào)節(jié)裝置,俗稱氣缸余隙頭,用來(lái)調(diào)節(jié)余隙容積以調(diào)節(jié)機(jī)組排氣量,其結(jié)構(gòu)如圖1所示。
3.故障發(fā)現(xiàn)過(guò)程概況
某日凌晨3點(diǎn),運(yùn)行值班人員值班巡檢發(fā)現(xiàn)壓縮機(jī)振動(dòng)值偏大,機(jī)組有異響,振動(dòng)值未達(dá)到設(shè)定報(bào)警停機(jī)值,機(jī)組未停機(jī)。3點(diǎn)45分,機(jī)組異響擴(kuò)大,值班人員向值班干部匯報(bào)機(jī)組出現(xiàn)巨大異響。4點(diǎn)15分值班干部向公司調(diào)控中心申請(qǐng)故障停機(jī),4點(diǎn)20分調(diào)控中心同意后手動(dòng)停機(jī)。8點(diǎn)05分壓縮機(jī)維保單位開(kāi)始對(duì)機(jī)組進(jìn)行放空拆卸檢查。
二、壓縮機(jī)故障檢查及原因分析
機(jī)組故障發(fā)生時(shí),主要現(xiàn)象為機(jī)組四號(hào)氣缸(一級(jí)氣缸)出現(xiàn)異響。機(jī)組振動(dòng)值偏大,但未達(dá)到停機(jī)報(bào)警值,未觸發(fā)機(jī)組振動(dòng)報(bào)警。停機(jī)前后,四號(hào)氣缸排氣溫度變化明顯變化,盤(pán)根溫度顯著上升。從SCADA系統(tǒng)查看機(jī)組測(cè)點(diǎn)信息,機(jī)組振動(dòng)值變化情況如圖2所示。壓縮機(jī)四號(hào)氣缸排氣溫度及盤(pán)根溫度變化如圖3和圖4所示。
在對(duì)存在異響的四號(hào)氣缸進(jìn)行拆卸后,發(fā)現(xiàn)氣缸余隙活塞碎裂、余隙缸斷裂。在對(duì)壓縮活塞拆卸后,發(fā)現(xiàn)該氣缸活塞端部損傷,活塞環(huán)、支撐環(huán)破損,缸套明顯磨損。在對(duì)機(jī)組其他氣缸進(jìn)行進(jìn)一步檢查后,發(fā)現(xiàn)二號(hào)氣缸,也存在缸套磨損、活塞環(huán)損壞問(wèn)題。機(jī)組具體損壞情況如圖5~11所示。
根據(jù)以上檢查內(nèi)容,結(jié)合機(jī)組振動(dòng)、溫度數(shù)據(jù)進(jìn)行分析,機(jī)組故障原因如下:
1.四號(hào)氣缸余隙活塞O形圈在高溫、高壓環(huán)境下發(fā)生了老化,造成密封失效,高壓氣體進(jìn)入余隙缸后端。由于余隙活塞和余隙桿之間有間隙,使得吸排氣過(guò)程中氣體壓力的脈動(dòng)導(dǎo)致余隙活塞發(fā)生軸向串動(dòng),余隙活塞來(lái)回撞擊余隙桿。如圖1所示,余隙活塞與余隙桿連接方式為T(mén)型頭連接,此T型頭設(shè)計(jì)在余隙活塞來(lái)回撞擊的情況下容易出現(xiàn)斷裂而產(chǎn)生事故。因此造成凌晨1點(diǎn)05分左右余隙桿T型頭位置斷裂,余隙活塞脫落。
2.余隙活塞脫落后,在余隙氣缸、殘余余隙桿所形成的空隙內(nèi)不斷與余隙桿、余隙氣缸發(fā)生撞擊。撞擊過(guò)程不斷沖擊余隙氣缸缸頭位置,造成缸頭疲勞破壞,進(jìn)而發(fā)生余隙氣缸缸頭斷裂脫落。缸頭與余隙活塞一同進(jìn)入工作氣缸。
3.余隙氣缸缸頭、余隙活塞碎片進(jìn)入氣缸工作腔產(chǎn)生撞缸現(xiàn)象,并造成活塞、活塞環(huán)、支撐環(huán)以及缸套嚴(yán)重?fù)p壞。
4.由于缸套磨損過(guò)程中產(chǎn)生大量熱量,氣缸溫度升高。停機(jī)后,排氣緩沖罐氣體不再流動(dòng),填料冷卻水停止循環(huán),氣缸熱量向緩沖罐與填料擴(kuò)散,造成如圖3和圖4所示的排氣溫度、填料溫度的變化。但停機(jī)前,排氣溫度約60℃,填料溫度約53℃,遠(yuǎn)小于排氣溫度和填料溫度報(bào)警值126℃。
三、壓縮機(jī)系統(tǒng)性檢測(cè)情況
除對(duì)現(xiàn)場(chǎng)損壞部件的情況進(jìn)行檢查外,我們對(duì)機(jī)組的其它部件也進(jìn)行了檢查,以弄清楚機(jī)組受損嚴(yán)重程度。
1.檢查各列主軸瓦、連桿瓦間隙,其值在正常范圍內(nèi),滿足要求。各列十字頭瓦與滑道上、下間隙,其值在正常范圍內(nèi),滿足要求;
2.拆除發(fā)生問(wèn)題列連桿部件,檢查連桿大頭瓦及小頭襯套,滿足使用要求,檢查曲軸撓度,其值為0.006mm,小于規(guī)定值0.025mm;
3.檢查各列氣缸缸套的磨損情況,一號(hào)、三號(hào)氣缸缸套正常,四號(hào)缸缸套磨損嚴(yán)重,二號(hào)缸缸套局部磨損,需進(jìn)行返廠維修;
4.二號(hào)缸余隙活塞與余隙桿的配合間隙在正常范圍內(nèi);
通過(guò)對(duì)檢查數(shù)據(jù)的分析,機(jī)組基礎(chǔ)件機(jī)體、曲軸、連桿、十字頭部件正常,可以安全使用,四號(hào)、二號(hào)氣缸缸套需進(jìn)行更換,2個(gè)活塞部件返廠做進(jìn)一步探傷檢查。
四、機(jī)組修復(fù)情況
根據(jù)機(jī)組受損及相關(guān)檢測(cè)情況,我們制定了以下修復(fù)方案。
1.更換以下配件:包括一級(jí)余隙缸部件2套、一級(jí)氣缸缸套2個(gè)、4號(hào)缸活塞、一級(jí)氣閥閥片3套、一級(jí)活塞環(huán)及支撐環(huán)2套。具體數(shù)量及進(jìn)度安排如下:
其中,由于余隙活塞組件在設(shè)計(jì)上的固有缺陷,壓縮機(jī)廠家已停用了T型頭連接安裝方式,此次返廠更換形式為改進(jìn)型,杜絕了后期余隙活塞脫落的風(fēng)險(xiǎn)。
2.二號(hào)和四號(hào)兩個(gè)一級(jí)氣缸返廠進(jìn)一步檢測(cè),更換缸套,更換四號(hào)缸活塞,檢查活塞桿的形位公差,無(wú)損探傷檢查是否有裂紋,根據(jù)檢測(cè)結(jié)果決定是否更換。
3.更換機(jī)組所有氣閥、填料環(huán)、活塞環(huán)、支承環(huán)、O形圈等易損件。
4.機(jī)組恢復(fù)安裝,按機(jī)組出廠的標(biāo)準(zhǔn)及規(guī)范要求進(jìn)行詳細(xì)檢查、試驗(yàn)。
5.結(jié)合實(shí)際工況調(diào)整機(jī)組振動(dòng)、溫度的報(bào)警停機(jī)值,確保機(jī)組自控系統(tǒng)能起保護(hù)作用。
通過(guò)壓縮機(jī)廠家的密切配合,及時(shí)生產(chǎn)加工氣缸缸套、活塞等部件,我們?cè)诠收虾蟮?5天內(nèi)完成了機(jī)組的修復(fù)工作,機(jī)組恢復(fù)運(yùn)行。
五、壓縮機(jī)管理原因分析
1.氣缸余隙頭設(shè)計(jì)不合理,余隙活塞與余隙桿采用T型頭連接,兩者有間隙存在,且強(qiáng)度及抗疲勞性均不足,設(shè)計(jì)存在安全隱患。壓縮機(jī)廠家既然已經(jīng)升級(jí)改進(jìn)了氣缸余隙頭的設(shè)計(jì)制造,卻沒(méi)有對(duì)前期生產(chǎn)設(shè)備的使用單位進(jìn)行告知更換,抱有一定的僥幸心理,這從根源上決定了本次故障的可能性存在。改進(jìn)后的氣缸余隙頭如圖12所示,余隙活塞與余隙桿采用螺紋連接,兩者無(wú)間隙,杜絕了余隙活塞來(lái)回撞擊余隙桿的可能性。
2.機(jī)組維護(hù)保養(yǎng)工作有缺項(xiàng),該機(jī)組在出現(xiàn)故障時(shí)距生產(chǎn)時(shí)間已有四年時(shí)間,機(jī)組已運(yùn)行了7075小時(shí),通過(guò)檢查前期各級(jí)保養(yǎng)工作報(bào)告發(fā)現(xiàn),在機(jī)組前期運(yùn)行的各級(jí)維保中均未對(duì)氣缸余隙頭進(jìn)行檢查,余隙活塞O型圈老化未曾發(fā)現(xiàn),更未曾更換。如前所述,余隙活塞O型圈老化是導(dǎo)致后面一系列故障的直接原因。結(jié)構(gòu)設(shè)計(jì)的不合理加上維保工作的缺失,直接造成了本次故障的出現(xiàn)。
3.壓縮機(jī)出廠設(shè)定的報(bào)警值、連鎖停機(jī)值偏大,設(shè)置不合理,機(jī)組報(bào)警未起作用。由于機(jī)組振動(dòng)值報(bào)警值為10mm/s,停機(jī)值為14mm/s,高于機(jī)組異常運(yùn)行期間4mm/s到8mm/s的波動(dòng)值,四號(hào)缸排氣溫度和填料溫度報(bào)警值均為126℃,停機(jī)值為132℃,遠(yuǎn)高于實(shí)際運(yùn)行的一級(jí)排氣溫度(60℃)。在機(jī)組出現(xiàn)巨大異響,現(xiàn)場(chǎng)人員組織停機(jī)期間,各檢測(cè)點(diǎn)均未達(dá)到機(jī)組報(bào)警停機(jī)值。因而機(jī)組的檢測(cè)參數(shù)異常報(bào)警停機(jī)作用未得到體現(xiàn)。導(dǎo)致機(jī)組在異常情況下繼續(xù)運(yùn)行,機(jī)組受損度嚴(yán)重?cái)U(kuò)大。
4.現(xiàn)場(chǎng)值班人員缺乏機(jī)械故障診斷技能,對(duì)壓縮機(jī)初始故障未能及時(shí)發(fā)現(xiàn),沒(méi)有在第一時(shí)間采取措施,造成了故障的擴(kuò)大。從圖2機(jī)組振動(dòng)參數(shù)變化趨勢(shì)分析,1點(diǎn)05分,機(jī)組振動(dòng)由2.7mm/s上升至4.22mm/s。但由于振動(dòng)值距離報(bào)警值尚有較大差距,未能引起值班人員的高度重視。1點(diǎn)11分至3點(diǎn)50分之間,振動(dòng)值在4mm/s到8mm/s之間波動(dòng),且異響聲較大,值班人員仍未采取停機(jī)措施。直到4點(diǎn)左右才向公司調(diào)控中心申請(qǐng)停機(jī)。壓縮機(jī)組在異常情況下運(yùn)轉(zhuǎn)三個(gè)小時(shí),導(dǎo)致了機(jī)組故障嚴(yán)重程度的擴(kuò)大。
六、運(yùn)行管理相關(guān)建議
綜合前文所述,在此提出以下建議,以防止類似故障的再次發(fā)生,促進(jìn)提高壓縮機(jī)運(yùn)行管理水平。
1.加強(qiáng)基層一線員工專業(yè)技能培訓(xùn),重點(diǎn)針對(duì)壓縮機(jī)組的巡檢要求、故障判斷等開(kāi)展專業(yè)培訓(xùn),提高現(xiàn)場(chǎng)巡檢發(fā)現(xiàn)問(wèn)題能力以及故障判斷能力,讓巡檢過(guò)程真正有所發(fā)現(xiàn)。
2.加強(qiáng)設(shè)備故障應(yīng)急管理,明確應(yīng)急處置措施,定期開(kāi)展應(yīng)急演練工作,提高一線人員在遇到設(shè)備故障后的正確決斷和快速處置能力。
3.加強(qiáng)壓縮機(jī)維護(hù)保養(yǎng)管理,完善壓縮機(jī)維護(hù)保養(yǎng)管理規(guī)定,對(duì)維護(hù)保養(yǎng)內(nèi)容根據(jù)機(jī)組實(shí)際情況進(jìn)行修訂,提高維修保養(yǎng)的及時(shí)性和有效性。
4.建立定期回訪制度,加強(qiáng)生產(chǎn)廠家與用戶對(duì)接,壓縮機(jī)生產(chǎn)方和使用方定期開(kāi)展技術(shù)交流會(huì)議,共同關(guān)注,確保機(jī)組的長(zhǎng)久安全平穩(wěn)運(yùn)行。
來(lái)源:本站原創(chuàng)

網(wǎng)友評(píng)論
條評(píng)論
最新評(píng)論